Machining is a term used to describe a variety of material removal processes in which a cutting tool removes unwanted material from a workpiece to produce the desired shape. The workpiece is typically cut from a larger piece of stock, which is available in a variety of standard shapes, such as flat sheets, solid bars, hollow tubes, and shaped beams. Machining can also be performed on an existing part, such as a casting or forging.
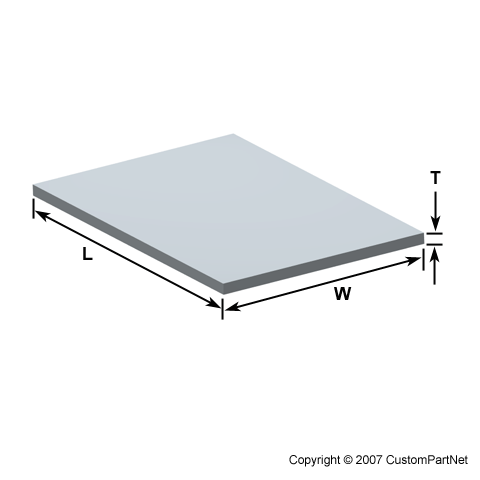 Flat sheet |
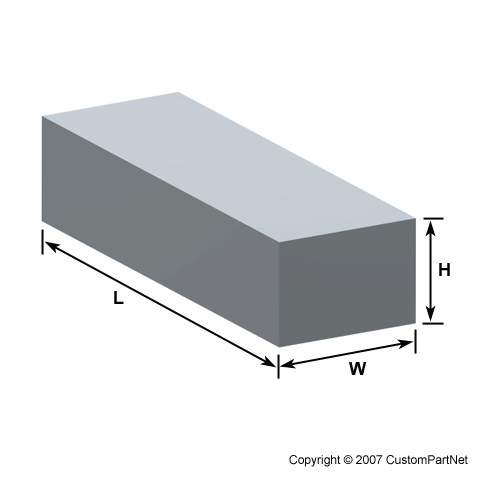 Rectangular bar |
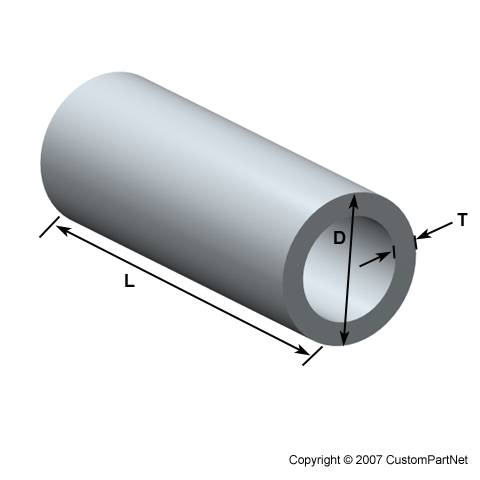 Round tube |
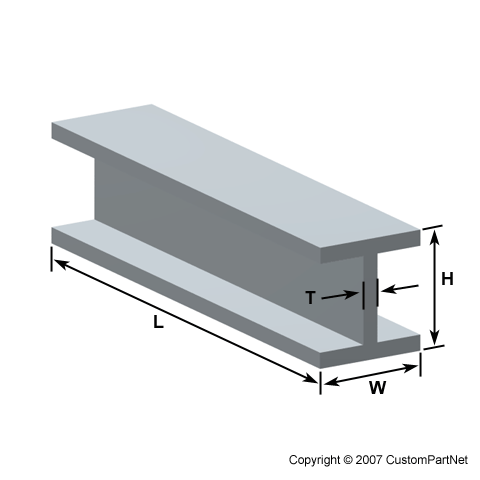 I-beam |
Parts that are machined from a pre-shaped workpiece are typically cubic or cylindrical in their overall shape, but their individual features may be quite complex. Machining can be used to create a variety of features including holes, slots, pockets, flat surfaces, and even complex surface contours. Also, while machined parts are typically metal, almost all materials can be machined, including metals, plastics, composites, and wood. For these reasons, machining is often considered the most common and versatile of all manufacturing processes.
 Milled part – Chuck jaw |
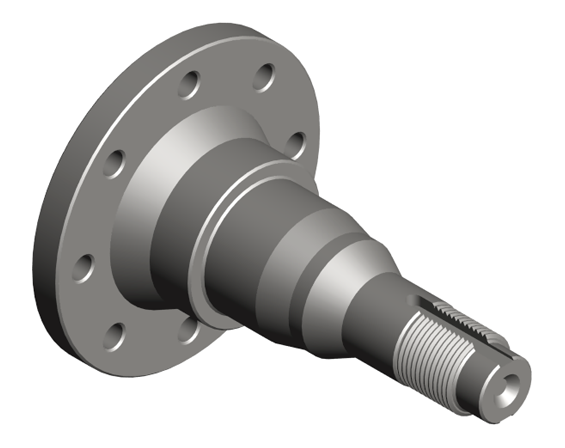 Turned part – Stub axle |
As a material removal process, machining is inherently not the most economical choice for a primary manufacturing process. Material, which has been paid for, is cut away and discarded to achieve the final part. Also, despite the low setup and tooling costs, long machining times may be required and therefore be cost prohibitive for large quantities. As a result, machining is most often used for limited quantities as in the fabrication of prototypes or custom tooling for other manufacturing processes. Machining is also very commonly used as a secondary process, where minimal material is removed and the cycle time is short. Due to the high tolerance and surface finishes that machining offers, it is often used to add or refine precision features to an existing part or smooth a surface to a fine finish.
As mentioned above, machining includes a variety of processes that each removes material from an initial workpiece or part. The most common material removal processes, sometimes referred to as conventional or traditional machining, are those that mechanically cut away small chips of material using a sharp tool. Non-conventional machining processes may use chemical or thermal means of removing material. Conventional machining processes are often placed in three categories – single point cutting, multi-point cutting, and abrasive machining. Each process in these categories is uniquely defined by the type of cutting tool used and the general motion of that tool and the workpiece. However, within a given process a variety of operations can be performed, each utilizing a specific type of tool and cutting motion. The machining of a part will typically require a variety of operations that are performed in a carefully planned sequence to create the desired features.
Material removal processes
- Mechanical
- Single-point cutting
- Turning
- Planing and shaping
- Multi-point cutting
- Milling
- Drilling
- Broaching
- Sawing
- Abrasive machining
- Grinding
- Honing
- Lapping
- Ultrasonic machining
- Abrasive jet machining
- Chemical
- Chemical machining
- Electrochemical machining (ECM)
- Thermal
- Torch cutting
- Electrical discharge machining (EDM)
- High energy beam machining
Single point cutting refers to using a cutting tool with a single sharp edge that is used to remove material from the workpiece. The most common single point cutting process is turning, in which the workpiece rotates and the cutting tool feeds into the workpiece, cutting away material. Turning is performed on a lathe or turning machine and produces cylindrical parts that may have external or internal features. Turning operations such as turning, boring, facing, grooving, cut-off (parting), and thread cutting allow for a wide variety of features to be machined, including slots, tapers, threads, flat surfaces, and complex contours. Other single point cutting processes exist that do not require the workpiece to rotate, such as planing and shaping.
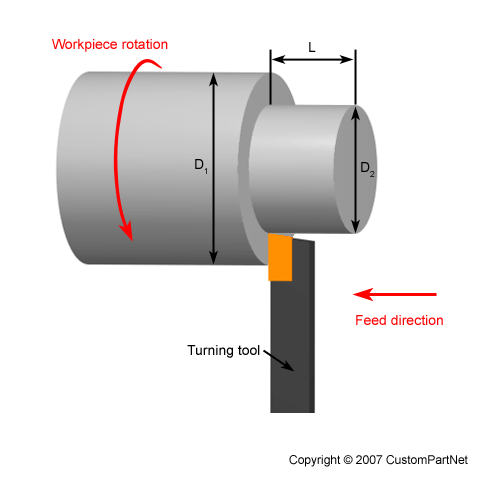 Turning |
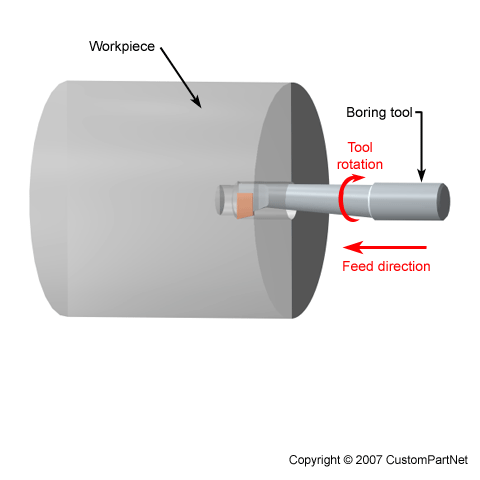 Boring |
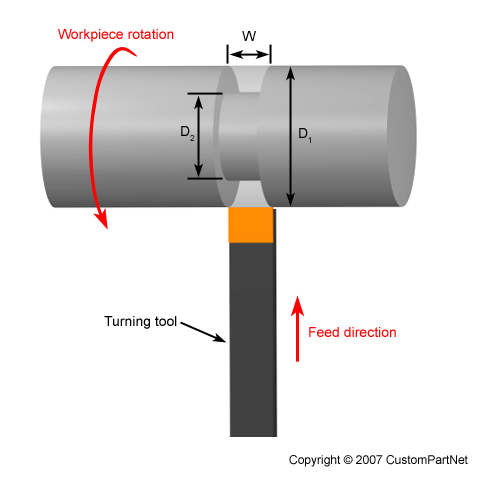 Grooving |
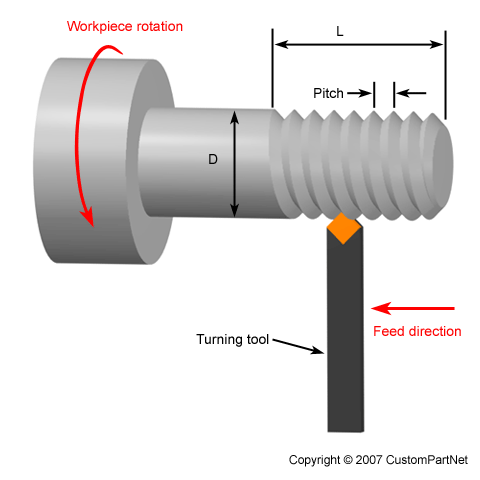 Thread cutting |
Multi-point cutting refers to using a cutting tool with many sharp teeth that moves against the workpiece to remove material. The two most common multi-point cutting processes are milling and drilling. In both processes, the cutting tool is cylindrical with sharp teeth around its perimeter and rotates at high speeds. In milling, the workpiece is fed into the rotating tool along different paths and depths to create a variety of features. Performed on a milling machine, milling operations such as end milling, chamfer milling, and face milling are used to create slots, chamfers, pockets, flat surfaces, and complex contours. Milling machines can also perform drilling and other hole-making operations as well.
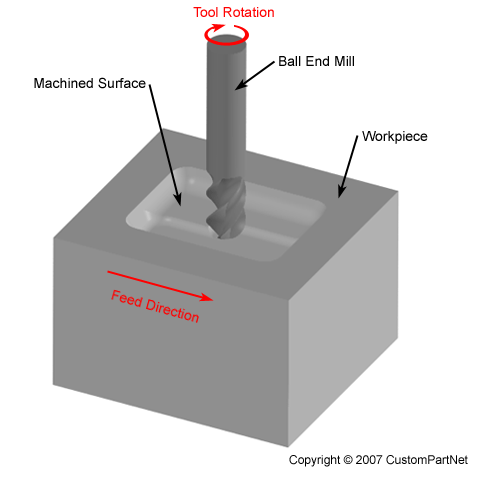 End milling |
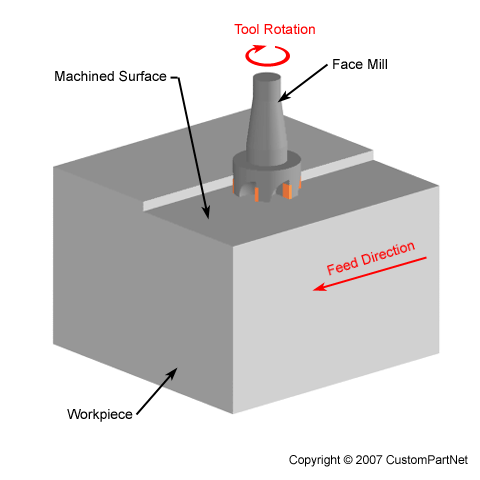 Face milling |
In drilling, the rotating tool is fed vertically into the stationary workpiece to create a hole. A drill press is specifically designed for drilling, but milling machines and turning machines can also perform this process. Drilling operations such as counterboring, countersinking, reaming, andtapping can be used to create recessed holes, high precision holes, and threaded holes. Other multi-point cutting processes exist that do not require the tool to rotate, such as broaching and sawing.
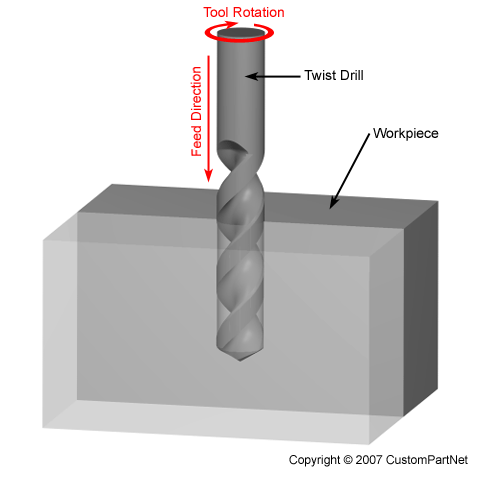 Drilling |
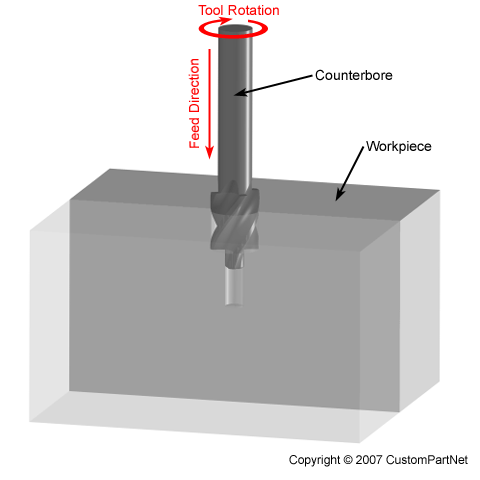 Counterboring |
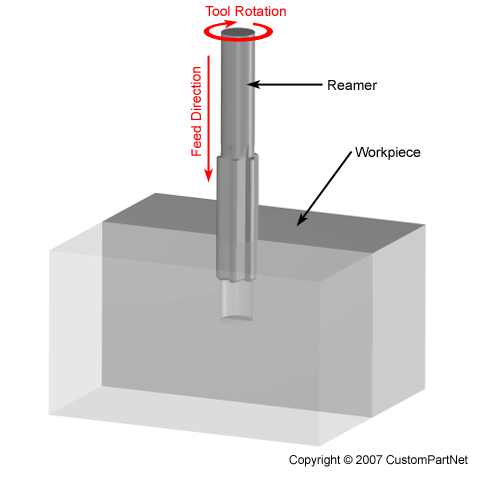 Reaming |
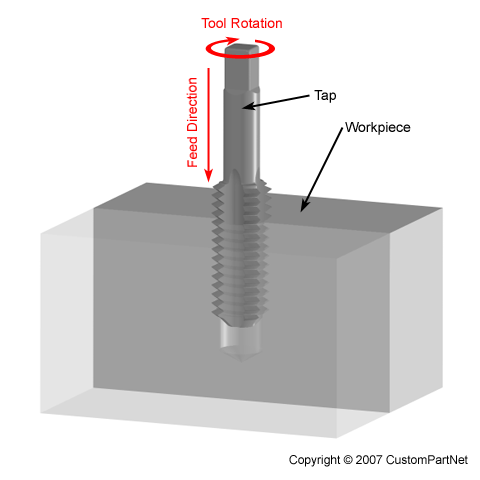 Tapping |
Abrasive machining refers to using a tool formed of tiny abrasive particles to remove material from a workpiece. Abrasive machining is considered a mechanical process like milling or turning because each particle cuts into the workpiece removing a small chip of material. While typically used to improve the surface finish of a part, abrasive machining can still be used to shape a workpiece and form features. The most common abrasive machining process is grinding, in which the cutting tool is abrasive grains bonded into a wheel that rotates against the workpiece. Grinding may be performed on a surface grinding machine which feeds the workpiece into the cutting tool, or a cylindrical grinding machine which rotates the workpiece as the cutting tool feeds into it. Other abrasive machining processes use particles in other ways, such as attached to a soft material or suspended in a liquid. Such processes include honing, lapping, ultrasonic machining, and abrasive jet machining.









近期评论